
走进真实的场景,感受产品的独特魅力!我们的L290MB管线管现货充足GB/T9711·2视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:L290MB管线管现货充足GB/T9711·2的图文介绍


坚持以质量求生存,以效益求发展,以服务求信誉的经营方针,始终将用户的需求作为自己的奋斗目标。公司以市场为中心实施科技发展战略,不断研制开发新 锻打圆钢产品,扩展经营领域,推动企业的发展,力争为客户提供满意的 锻打圆钢产品和优质的服务。



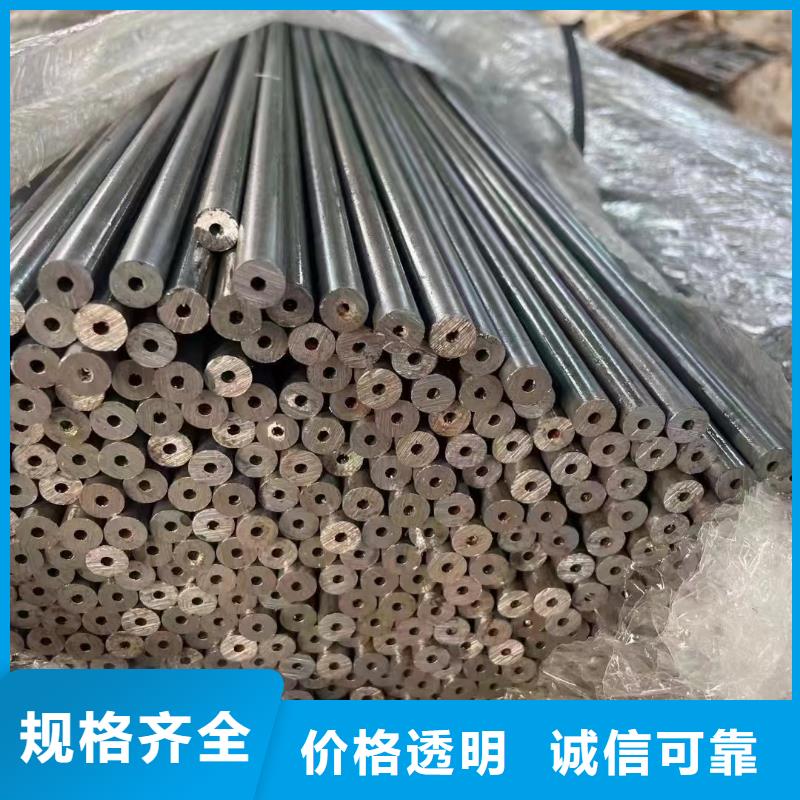
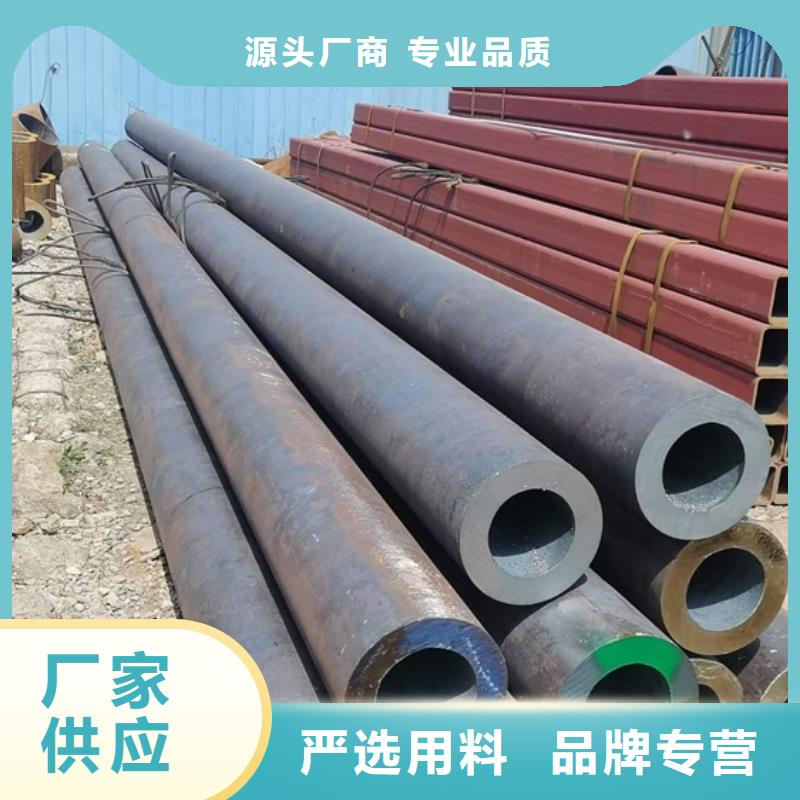
一般的16mn厚壁无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧16mn厚壁无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧16mn厚壁无缝钢管要短于热轧16mn厚壁无缝钢管,冷轧16mn厚壁无缝钢管的壁厚一般比热轧16mn厚壁无缝钢管要小,但是表面看起来比厚壁16mn厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧16mn厚壁无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧16mn厚壁无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,贴上标签、进行规格编排后放置到到仓库当中。




11、DIN 2394-2-1994精密焊接钢管 交货技术条件
12、DIN 2395-1-1994矩形或方形断面精密焊接钢管 尺寸
13、DIN 2395-2-1994矩形或方形断面精密焊接钢管 交货技术条件
14、DIN 2395-3-1981矩形或方形断面精密电焊钢管 汽车制造用钢管交货技术条件
15、DIN 2413-2-1993钢管抗内压力的壁厚计算
16、DIN 2445 Bbi-2000动态载荷无缝钢管、直管的计算原理
17、DIN 2448-1981无缝钢管的尺寸、单位、长度、质量
18、DIN 2470-1-1987允许工作压力在16bar以下的钢管气体管道、管道零件的要求
19、DIN 2470-2-1987允许工作压力在16bar以上的钢管气体管道、管道零件的要求
20、DIN 2916-1975无缝和焊接钢管的弯曲半径、设计图纸

